Infrared night vision technology has become a standard feature in modern security cameras. By integrating near-infrared LEDs into night vision security cameras, manufacturers enable these devices to capture clear video footage even in pitch darkness. Engineers and security integrators utilize infrared LED illuminators to provide light that camera sensors can see but intruders cannot, resulting…
Tech-Led Blog
Industrial & Machine Vision
-
-
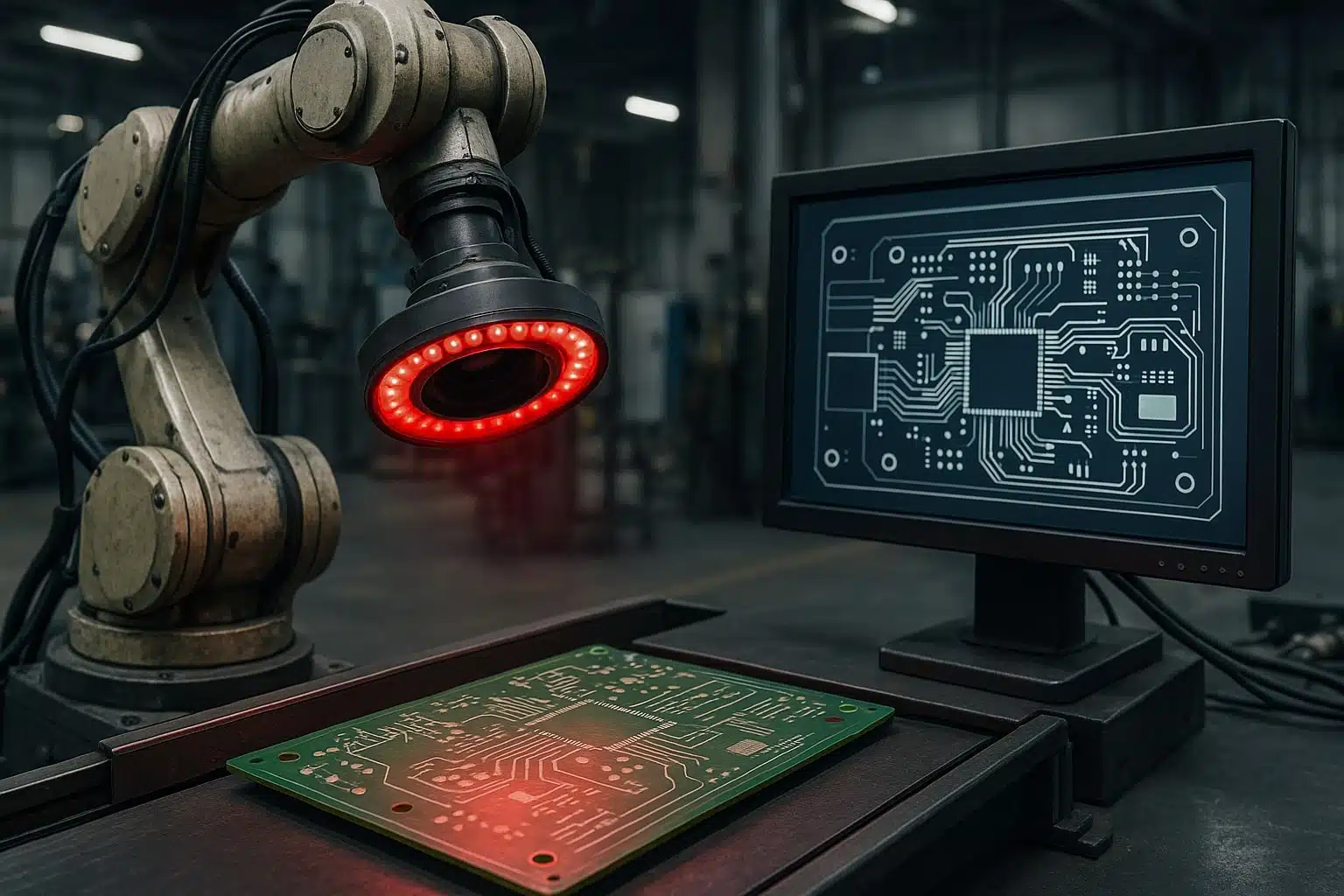
Current Use of NIR LEDs in Industry Near-infrared (NIR) LEDs have already become workhorses in industrial settings. They serve as invisible illuminators and sensors in machine vision systems, production line monitors, and automation sensors. For example, factories employ IR LED spotlights and ring lights to enable machine vision cameras to inspect products for defects without…
-
The evolution of Light Emitting Diode (LED) technology has revolutionized numerous industries by providing energy-efficient, durable, and versatile lighting solutions. LEDs operate across a broad spectrum of wavelengths—from ultraviolet (UV) through visible light to infrared (IR)—each offering unique properties that are harnessed for specialized applications. Below is a list of industrial applications associated with various…
-
Solar Simulators: Advancing Photovoltaic and Material Testing with LEDs Solar simulators have become essential tools in industries ranging from renewable energy to materials science. By replicating sunlight and spectral irradiance with precision and consistency, they enable accurate testing of photovoltaic cells, material durability, and solar energy systems. The advent of advanced LED (Light Emitting Diode)…
-
Optical Sorting: Transforming Industry Efficiency with LED Technology Optical sorting is a revolutionary technology used across industries to improve the efficiency and optical sensors are critical for effective sorting processes. accuracy of sorting processes. Whether in food processing, recycling, or industrial manufacturing, optical sorting machines rely on advanced LED technology to distinguish materials based on…
-
Machine Vision Lighting: Transforming Automated Inspection with LED Technology Machine vision systems are at the heart of modern automation, enabling accurate and efficient inspection, measurement, and quality control across industries. These systems rely heavily on advanced LED lighting solutions to provide the precise illumination necessary for cameras and sensors to function effectively. Tech-LED’s diverse range…
-
LED Lighting in Security & Surveillance: Enhancing Visibility and Protection In the ever-evolving field of security and surveillance, LED technology has become indispensable. From enhancing night vision capabilities to enabling energy-efficient perimeter lighting, LEDs (Light Emitting Diodes) play a crucial role in modern surveillance systems. At Tech-LED, our specialized LED solutions are designed to meet…
-
Unlocking the Potential of LED Technology in Sensor & Detection Systems Sensors and detection systems form the backbone of automation, environmental monitoring, healthcare diagnostics, and beyond. LED technology plays a pivotal role in enabling these systems to achieve unmatched accuracy, efficiency, and versatility. This article explores how LEDs contribute to sensor functionality, diving into key…
-
LEDs (Light Emitting Diodes) have become a cornerstone technology in industrial applications, offering precision, energy efficiency, and adaptability. Tech-LED provides specialized products designed to meet the technical demands of various industries. What Are Industrial LED Applications? Industrial LED applications involve the use of LED technology to enhance performance, improve efficiency, and achieve specific operational goals….